












Perform with FCC S.A.
Join our Content Team to create and share knowledge.
Learn how to be part of it



Be acquainted with our purpose, values, history and all that makes the FCC S.A. essence

A portfolio of products and solutions plenty of innovation, technology and sustainability.

To deliver products with leading edge technology and global quality is just our starting point. That is why we have a series of exclusive services for our customers and that make all the difference on a daily basis.

See in practical terms how innovation is present in the FCC S.A. DNA

Sustainability is present in every solution, delivery and process of our company: learn more.

We are made of synergy! Learn how you can become a FCC S.A. supplier

Learn how it is to work with FCC.S.A. Learn our culture, programs and check for opportunities.

Integrity and transparency are part of what we are. Check our annual reports and see the result of our work.

Find a variety of contents that permeate our businesses and see how you can be a part of what we create around here.

Together, we create more! Be a FCC S.A. partner and generate value for a world in transformation: learn how.

The evaluation of catalysts is crucial to ensure that new catalysts meet the refinery’s production goals, playing a vital role in decision-making and system optimization. This process ensures the unit consistently operates with the most optimized catalyst in terms of refinery profitability.
In order to perform a good evaluation, it is essential to have good quality data and operating conditions equivalent to those of the base case. In addition, it is essential to have continuous e-cat sampling to monitor the inventory change and create data pairs under comparable inventory quality conditions.
The mass balance must be carefully monitored, and the calibration of the instruments is essential to ensure its accuracy. It must remain within 100% ± 2 (%w/w); deviations indicate problems in the quality of the data, which can compromise the reliability of the results. In the case of units operating with recycling, these streams cannot be considered as a load. These streams are only considered a as a feed if they leave as products, pass through tanks and then return to the process.
The converter’s mass and energy balances are highly interdependent since the catalytic reactions depend on the heat provided by the coke burning to take place and the catalytic converter is the vehicle that transports this energy, increasing the complexity of the evaluations. For this reason, in order to carry out a complete assessment, it is necessary to calculate both balances.
Variations related to product cuts between streams can affect direct comparisons of case studies, as they affect product volumes, so it is necessary to adjust the unit yields to standard yields where there is a clear separation of products by established distillation ranges. This correction of the balances makes it possible to eliminate the interference of fractionation in the evaluations. The standard FCC products can be found in the following table:
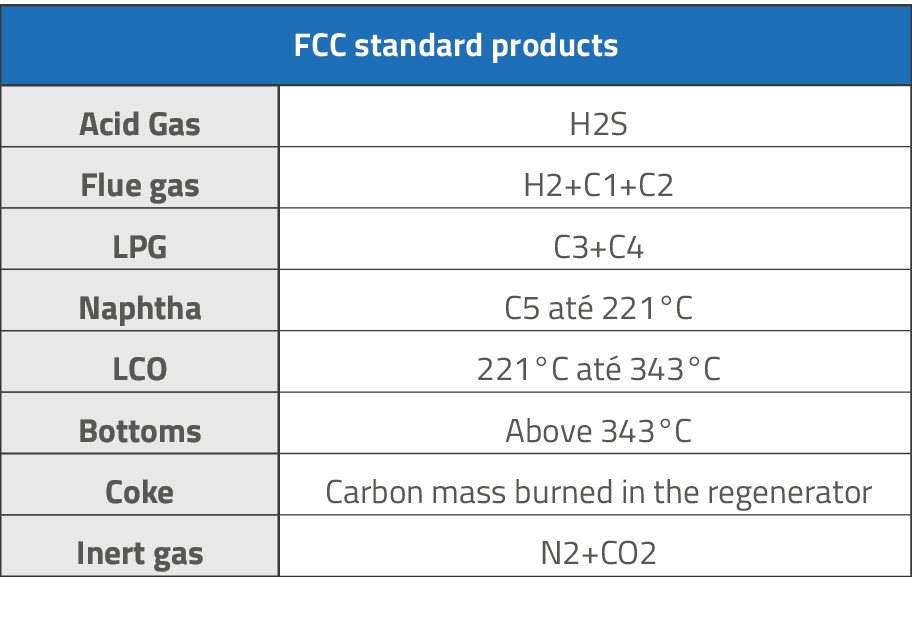
Table 1: FCC standard products
Note: in the case of renewable product processing, water can also be an FCC product to be taken into account.
Correction for Flue gas: Eliminate the inert gas that is carried from the regenerator to the fractionator and ends up making up the combustible gas stream, and remove the C3+ that is part of the LPG stream;
Correction for LPG: Add the C3+ from the fuel gas and the C4- from the naphtha and deduct the C5+, H2S and C1 and C2 that are part of the fuel gas stream. If there is no naphtha light chromatography, the light must be corrected using the PVR value.
The correction is given by:
The correction value is to be added to LPG and subtracted from Naphtha.
Correction for naphtha, LCO and decanted oil: this is done by estimating the volume of each product within the standard ranges. This requires the use of the TBP distillation curve. Intermediate products such as heavy naphtha and HCO are divided between the standard products. Correlations must be used to estimate densities and consequently the masses of the fractions to be corrected.
There are various types of distillation curves, each with its own application. In refineries, the most commonly available distillation tests are: ASTM D-86 (naphtha, kerosene, diesel), ASTM D-1160 (gasoil and fuel oils) and ASTM D-2887 (gasoil and fuel oils). These curves offer sufficient precision for product specification, but for evaluations where more precision is required, the True Boiling Point curve (PEV or TBP, ASTM D-2892) is used.
To obtain PEV distillation curves for refinery products, conversion calculation routines are generally used. The most commonly used conversions can be found in the book RIAZI, M. R. Characterization and properties of petroleum fractions. 1st ed. Philadelphia: ASTM manual series - MNL50, p 101-111.
Coke production is not measured directly but calculated from flue gas composition data and ambient conditions. This requires: air flow, blower suction pressure and temperature, relative humidity and flue gas composition.
Flue gas analysis is one of the most error-prone, so it is important to check that the results are in the following ranges:
For gasoil units, it is normal for the coke yield to be below 8%. If the load feedstock is very light or renewable, the coke yield can fall below 5%. If the H in the coke is above 6.5% there is room for optimization: increasing steam flow or changing internals. The benchmark is 5.5%.
After balance corrections, it is important to build up a database with information on feed quality, operating variables, corrected yields, product quality, catalyst replacement and e-cat quality. This database then has to go through a cleaning process where it is eliminated:
There are several methodologies that can be applied for evaluation. One of them involves forming pairs of comparable data between the periods under analysis through the formation of excel filters. In this type of approach, it is essential that the selection of pairs follows strict acceptance criteria to ensure that variations in the data are not significant enough to compromise the comparison between the points, taking into account all the relevant variables in the database (at the very least, the following variables should be included: Feed flow rate, TRX, TCC, load feed density, RCR CCR, S in sulfur in feedstock, basic nitrogen, Naphtha injection in feed, GOPK flow rate, ODES or RAT, riser water flow rate, catcoller load and metals in the e-cat). Another option is to use statistical tools such as clusters and neural networks. In addition, these evaluations can also be carried out using simulators, with side-by-side analysis or through evaluation in ACE units and even pilot units.
FCC S.A. has a specialized team ready to help its clients carry out these evaluations. We also have mass balance and energy balance training available for our clients. If you are interested or have any questions, please contact us.
Related Publications









What did you make of the publication?